La conception des moules en plastique est basée sur une […]
La conception des moules en plastique est basée sur une conception correcte des produits en plastique. La conception et la fabrication des moules sont étroitement liées au traitement du plastique. Le succès ou l'échec de la transformation du plastique dépend en grande partie de l'effet de la conception du moule et de la qualité de fabrication du moule.Les éléments structurels qui doivent être pris en compte pour la conception du moule en plastique sont :
1. Surface de joint, c'est-à-dire la surface de contact où le moule concave et le moule convexe coopèrent l'un avec l'autre lorsque le moule est fermé. Le choix de son emplacement et de sa forme est affecté par des facteurs tels que la forme et l'apparence du produit, l'épaisseur de la paroi, la méthode de moulage, la technologie de post-traitement, le type et la structure du moule, la méthode de démoulage et la structure de la machine de moulage.
2. Pièces structurelles, à savoir glissières, sommets inclinés, blocs supérieurs droits, etc. de moules complexes. La conception des pièces structurelles est très critique et est liée à la durée de vie du moule, au cycle de traitement, au coût, à la qualité du produit, etc. Par conséquent, la conception de la structure centrale des moules complexes nécessite une capacité globale plus élevée du concepteur, et la poursuite d'une conception plus simple, plus durable et plus économique.
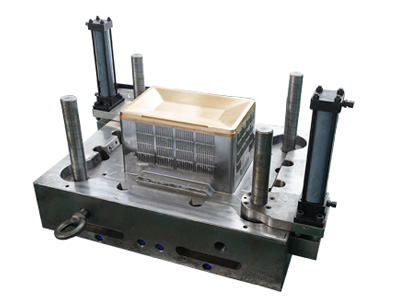
Conception de structure de moule
Les pièces en plastique sont de petite taille, de faible précision de produit et nécessitent de bonnes performances, aucune fissure et résistance à la flexion, et une production en série est requise. Cette fois, le moule est conçu comme une structure à un moule à huit cavités, et les problèmes suivants ont été résolus
1. Le problème d'équilibre du système de gating. Lors de la conception du moule multi-empreintes, dans la mesure du possible, toutes les empreintes sont alimentées en même temps. En raison de l'augmentation du nombre d'empreintes, la longueur du canal doit augmenter , et la pression d'injection avant que la masse fondue n'atteigne la cavité Et il y aura une grande perte de chaleur de la masse fondue. Si la conception du shunt est légèrement déraisonnable, les pièces en plastique peuvent présenter des défauts, comme le cas d'un remplissage d'une cavité ou de plusieurs cavités ou un remplissage immédiat, mais il y a par exemple une mauvaise soudure ou une mauvaise organisation interne. La conception des canaux dans le papier adopte une disposition déséquilibrée. En définissant la taille de la porte et des canaux, le processus d'injection est ajusté à la valeur pour garantir que le taux de retrait de chaque cavité est cohérent et que les pièces en plastique avec le plus les exigences de haute précision sont garanties mutuellement.Dans l'échangeabilité, la position de la porte est définie sur l'extrémité épaisse de la pièce en plastique, qui est marquée comme l'extrémité Y, ce qui est propice à l'écoulement et à l'alimentation, et peut également éviter le génération de marques de soudure.Les molécules ont une orientation pour répondre aux exigences de flexion sans rupture.
2. Conception du système de refroidissement Le principe de conception de ce dispositif de refroidissement est de concevoir le dispositif de refroidissement sur la base de ne pas augmenter la structure du moule lui-même.Sous la prémisse que la zone de transfert requise pour le refroidissement et la structure du moule permettent, le nombre de circuits de refroidissement est aussi grand que possible Multi-conception, et l'ouverture du canal de refroidissement est aussi grande que possible, les trous d'eau de refroidissement sont usinés sur les plaques de cavité supérieure et inférieure et le gabarit mobile et fixe.Lors de l'installation, les trous d'eau de refroidissement de la plaque de cavité supérieure et les trous d'eau du gabarit fixe sont aboutés, puis scellés avec une bague d'étanchéité. Le trou d'eau de refroidissement de la plaque de cavité inférieure est relié au trou d'eau de la plaque de moule mobile et est également scellé avec un bague d'étanchéité.Les trous d'eau sont disposés sur les plaques de cavité supérieure et inférieure et la plaque de moule mobile.
fr.xlpmould.net
Ajouter: Route n ° 9 Hengtai, zone de développement économique de Tinghu, ville de Yancheng, Jiangsu, Chine
Tel: 0086-515-89806501
Fax: 0086-515-89806502
Email: [email protected]

 HAUT
HAUT